SURFBOARD DESIGN
OUTLINE
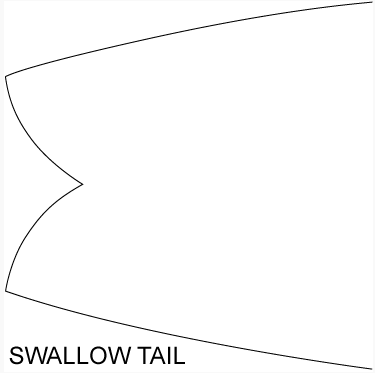
The outline, or plan shape is the curve that forms the outer edge of the board when observing from the top or bottom of the board. Measurements are taken one foot from the nose, at the widest point in the center section, and one foot from the tail. These dimensions give only a general idea of the board’s shape because varying intensities on the outline curve cannot be told with just three measurements.
Although much of the board’s riding characteristics can be attributed to the outline, one must realize that it is simply one element in a much larger assemblage of contents that makes up the final shape. But each of the three measurements does provide its own defining contribution to the board’s performance, and with that contribution usually comes some sacrifice to another aspect of the board’s performance. For example, as the nose becomes wider, it becomes more stable to stand there. The down side of this is that widening the nose adds more volume of material or swing weight in front of you while turning, so the ease of turning diminishes. When the surfboard drops into a wave, a wider the tail will captures more water, thus causing better lift. As the tail design gets wider it becomes more and more stable but this will make it difficult to tip on an edge to turn. Boards that are wider in the mid section are more stable but are more difficult to turn because they don’t tip up on a rail as easily as their narrower counterpart. The three measurements work in concert, and as one grows or reduces, it affects the others. If the nose and tail remain the same and the center width increases, the board gains stability. As the board gains stability, it also gets more difficult to tip on a rail to turn. Conversely, if the nose and tail increase in width and the center remains the same, the rails become more parallel, complimenting the nose ride but decreasing the maneuverability because there is little curve to cause drag in the turn. Increase the nose width and leave the other dimensions alone and it moves the wide point forward, reducing the center curve, making it more difficult to turn. Increase the tail dimension, and decrease the nose width, and it will make for great turns, but the board will be slow and a poor nose rider.
Boards with a three-fin set up typically have a narrower tail than single fin boards.. As the fins start getting too far apart with a wider tail, the rotational effect needed to turn is restricted.

OUTLINE
ROCKER
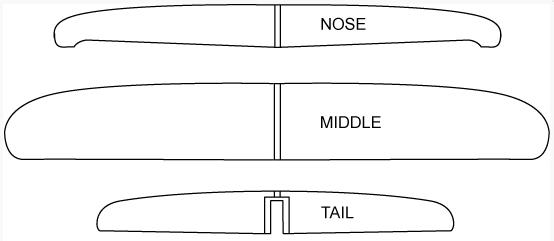
Rocker is the term for the curvature of the board from nose to tail, looking at the board’s edge. This is measured on the bottom of the board. A long straight edge is placed on it, with the straight edge’s center matching the center of the board. The distance from the board to the straight edge a given point is considered a rocker measurement. Key numbers are zero (or the end of the board), 6”, 12”, 18”, 24”, and the board’s mid point. A basic rule of surfboard design is that as the board’s nose rocker decreases, the nose width increases.
There are three primary areas of rocker: nose, middle and tail. Using a long board as an example, increasing the nose rocker will cause less water to splash in the face while paddling, and decrease the chance of catching the nose while dropping into a wave or while turning. However, increased nose rocker combined with increased nose width when paddling into a wave, will push water, making dropping into a wave more difficult. Too much nose rocker can also cause the tail to release prematurely when nose riding.
Increased rocker in the middle of the board will lower the board’s drive, and slow the paddling. Too flat of a rocker curve in the middle will make the board stiff.
A key area of rocker is the area between 12 and 18 inches from the tail. There should be a bend in this area with a flatter curve forward of this bend. This joining of tail curve and flatter area of the mid section are one of the key elements of surfboard design and must be in concert with outline and rail shapes. It takes years of knowledge to know how much and where to put this bend.
Increased tail rocker will ease turning and increase tip time. But it will slow paddling, down line speed and decrease drive out of the turn. Decrease the tail rocker and the board becomes stiffer in maneuverability, but the forward drive increases.
Rocker design is a very complex series of give and takes. I have been designing surfboards since 1959 developing a good blend of rocker curves – and they work. Now I take this knowledge and incorporate it into Computer Aided Design (CAD). This has taken Harbour Surfboards to a new level of precision that was never before attainable. There is nothing more important as the relationship of the previous curve of the rocker to the curve next to it
FOIL
This is the thickness relationship deck to bottom. The foil on a surfboard is a delicate balance that is lost on any but the most consummate designer. At Harbour Surfboards, the foil is the first building block of the entire design. Too thick in the nose and it has swing weight problems in turning. A nose that is too thin will set too deep and track. Too thick in the tail and it is too corky to turn and too thin will paddle poorly.
CONCAVE & NOSE CHANNELS
These are nose riding embellishments to ap lift when riding on the nose. The concave is a traditional technique in shaping to enhance nose riding. This style was popularized during the mid-sixties at the peek of the nose riding craze. There are many ways to carve it into the nose area. Leaving a smooth exit line will make trimming much better. Enhancing the edges and making the concave deeper will enhance the lift, making for incredible nose rides but not much speed in trimming. The other style is nose channels created by Rich Harbour.
Originally they were a pair of nose channels on each rail that followed the rail outline. These proved very difficult to fiberglass so the inside one was removed from each side with no noticeable change in performance. For several years they were made 2″ from the rail. A board for a team member was being shaped when the sandpaper block hooked into a freshly carved channel. It had to be moved closer to the rail resulting in what the team member called the best nose ride ever. They are all now 1 5/8″ from the rail.
The differences in feel of the two styles are slight but noticeable. The concave is a more of a stalling style, making it smooth and stable ride. The nose channels don’t slow the board down when in the trim spot at about 1/3 back from the tip. Many better surfers claim to be able to climb and drop with them. We have applied each style to an appropriate shape in our line of boards. Enjoy!
DOWNTURN RAILS

50/50 RAILS
RAILS
There are two basic styles of rails. One is the down turned rail that was popularized in the nineteen seventies, and the traditional 50/50 rail that was carried over from the wood board days. Shaped just like their namesake, 50/50 rails are sometimes referred to as egg rails. The apex of most 50/50 rails is slightly below center. The surfboard’s bottom is somewhat flat through the center twelve inches, and then it blends into the rail. This style rail is smooth riding and many claim it nose rides better. The 50/50 rail lets some water slip by, so you must increase the fin area or move the fin aft for more leverage. 50/50 rails feel somewhat smoother – they have that glide feel. They find a slightly lower line on the wave, and seem to nose ride with a little more control.
Down turned rails are about 75% down in the middle of the outline, with a soft roll, quickly blending into a flat bottom. They usually change to full down turned rails with a hard edge about 20 to 24 inches from the tail. This is the area that the outline shape makes the transition into the tail curve. The hard edge in the tail area of the down rail board will grip the water allowing for fin designs with less total area. A fin should be of less volume on a board with hard tail rails than on a board with 50/50 rails. This is because the edge on a board with down tail rails is, along with the fin, gripping the wave. Boards with a down tail rail and a soft low mid rail, will initiate cut-backs better due to the fact that water isn’t being trapped by wrapping the rail. They give more tail lift, and this makes them seem to accelerate faster which is sometimes referred to as drive. This rail design is not well suited for heavier boards.
Rails will set into the wave to a depth relative to the rider’s weight. Heavier surfers need more volume so it can either be put into thickness, which increases the rail size, or length or width, which will allow for thinner rails.
STRINGERS
Stringer is the common name in surfboard construction for the piece or pieces of wood that divide the foam blank. The stringer is glued in after blank is removed from the mold. Stringers both give the blank rigidity for shaping, and the finished product. They also provide the shaper a sight line to use while shaping. Colored glue can be used to decorate the lamination.
BASS WOOD: (Tilia americana) is a very clear grained hardwood that is easily shaped. It is light, with a specific gravity of just less than 0.4. To compare, Balsa (Ochroma pyramidalis which is also a hardwood) is 0.15. Lignum vitae, the heaviest wood, has a specific gravity of over 1.2. (This stuff doesn’t even float!)
The words hardwood and softwood have nothing to do with the wood’s hardness. All trees are members of the plant kingdom that are spermatophytes or seed plants. This kingdom is further divided into two broad groups (separated by how the seeds are born). Gymnosperms are naked seeds and comprise all trees that produce softwood lumber. Angiosperms are covered seeds (like walnut, pecan etc.) that make up the hardwood group.
CEDAR: Due to the difficulty in finding redwood that is free of any white color and knot free, I have chosen to use cedar (Thuja plicata) a wood that visibly resembles redwood. Like redwood, cedar is almost 25% weaker than basswood. I recommend cedar only in three stringer boards or T-bands. Most people refer to T-bands as two alternate colored woods glued together in a pattern (e.g. cedar-balsa-cedar). T-Bands are known within the surfboard industry as more than on piece of wood or foam glued with another, which could be the same type of wood or foam. Our foam supplier can put together just about any combination of stringers that you want. Be advised that these requests can sometimes add weeks to the time of production.
When using basswood, we use 1/4″ width for the thicker boards and 3/8″ for the thinner, high performance models. Shorter boards have 3/16” bass stringers.
BBQ CEDAR: This is a name that US Blanks has attached to a very dark colored wood that they are using in place of cedar or redwood. It most likely is color-infused poplar that has a specific gravity of about .4.